






概述
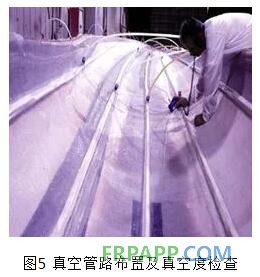
 (3)布置真空管路:根據(jù)工藝要求,布置真空管路,并包覆真空。此步驟是VARIM工藝中較為關(guān)鍵的一步。通常在正式生產(chǎn)前需要結(jié)合理論模擬和反復(fù)實驗確定;在生產(chǎn)中需要保證整個系統(tǒng)的真空度。
(3)布置真空管路:根據(jù)工藝要求,布置真空管路,并包覆真空。此步驟是VARIM工藝中較為關(guān)鍵的一步。通常在正式生產(chǎn)前需要結(jié)合理論模擬和反復(fù)實驗確定;在生產(chǎn)中需要保證整個系統(tǒng)的真空度。
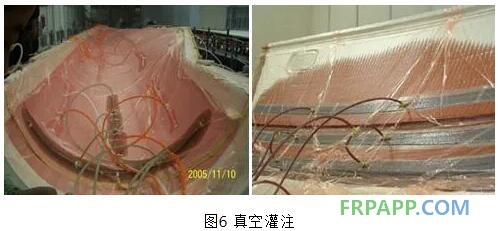
 (4)樹脂灌注及固化:在真空條件下,將混合好的樹脂灌注進被壓實的增強材料預(yù)成型體中。等樹脂充滿整個模腔后,關(guān)閉樹脂流道,按規(guī)定的條件固化。
(4)樹脂灌注及固化:在真空條件下,將混合好的樹脂灌注進被壓實的增強材料預(yù)成型體中。等樹脂充滿整個模腔后,關(guān)閉樹脂流道,按規(guī)定的條件固化。
 (5)蒙皮粘接及后固化:在蒙皮完成固化成型后,將上下蒙皮和剪切腹板粘接成為整體,并按照規(guī)定的工藝進行固化。
(5)蒙皮粘接及后固化:在蒙皮完成固化成型后,將上下蒙皮和剪切腹板粘接成為整體,并按照規(guī)定的工藝進行固化。
 (6)后處理:產(chǎn)品脫模后,對葉片進行切邊、補強、打磨及涂裝處理。
(6)后處理:產(chǎn)品脫模后,對葉片進行切邊、補強、打磨及涂裝處理。

真空輔助樹脂灌注成型工藝(VacuumAssisted Resin Infusion Molding)簡稱VARIM工藝,是在RTM(Resin Transfer Molding)工藝基礎(chǔ)上發(fā)展起來的一種高性能、低成本的復(fù)合材料成型工藝。自80年代末開發(fā)出來,VARIM工藝作為一種新型的液體模塑成型技術(shù)(Liquid Composite Molding,簡稱LCM),得到了航空航天、國防工程、船舶工業(yè)、能源工業(yè)、基礎(chǔ)結(jié)構(gòu)工程等應(yīng)用領(lǐng)域的廣泛重視,并被美國實施的低成本復(fù)合材料計劃(Composite AffordabilityInitiative,簡稱CAI)作為一項關(guān)鍵低成本制造技術(shù)進行研究和應(yīng)用。
如圖1所示,VARIM工藝的基本原理是在真空負壓條件下,利用樹脂的流動和滲透實現(xiàn)對密閉模腔內(nèi)的纖維織物增強材料的浸漬,然后固化成型。
VARIM工藝的基本流程包括:
(a) 準備階段。包括單面剛性模具的設(shè)計和加工、模具表面的清理和涂覆脫模劑、增強材料(纖維織物、預(yù)成型件、芯材等)和真空輔助介質(zhì)(脫模介質(zhì)、高滲透導(dǎo)流介質(zhì)、導(dǎo)氣介質(zhì)等)的準備等。
(b) 鋪層階段。在單面剛性模具上依次鋪設(shè)增強材料、脫模布、剝離層介質(zhì)、高滲透導(dǎo)流介質(zhì)、樹脂灌注管道、真空導(dǎo)氣管道等。
(c) 密封階段。用密封膠帶將增強材料及真空輔助介質(zhì)密封在彈性真空袋膜內(nèi),并抽真空,保證密閉模腔達到預(yù)定的真空度。
(d) 灌注階段。在真空負壓下,將樹脂膠液通過樹脂灌注管道導(dǎo)入到密閉模腔內(nèi),并充分浸漬增強材料。
(e) 固化階段。繼續(xù)維持較高的真空度,在室溫或加熱條件下液體樹脂發(fā)生固化交聯(lián)反應(yīng),得到產(chǎn)品預(yù)成型坯。
(f) 后處理階段。包括清理真空袋膜、導(dǎo)流介質(zhì)、剝離層介質(zhì)、脫模布等真空輔助介質(zhì)和脫模修整等,最終得到制品。
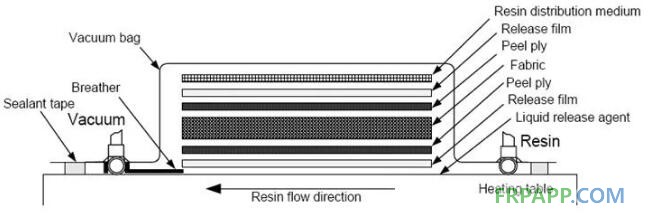

圖1 真空輔助模塑成型(VARIM)工藝示意圖
和傳統(tǒng)的開模成型工藝以及RTM工藝相比,VARIM工藝具有以下優(yōu)點:
(1)模具成本低。與RTM工藝需要陰、陽雙面剛性對模相比,VARIM工藝只需要單面剛性模具;與模壓工藝需要承受高溫高壓的成型模具相比,模具的制造成本較低,適用于設(shè)計開發(fā)不同結(jié)構(gòu)復(fù)雜外形的大型模具。
(2)制品外形可控,尺寸精確。VARIM工藝對制品尺寸和形狀的限制較少,可以用于航空航天、國防工程、船舶工業(yè)、能源工業(yè)、基礎(chǔ)結(jié)構(gòu)工程等領(lǐng)域中大厚度、大尺寸結(jié)構(gòu)制件的成型,如火箭外殼、風電葉片、汽車殼體等。
(3)制品力學(xué)性能好,重復(fù)性高。與手糊構(gòu)件相比,VARIM工藝成型制品的力學(xué)機械性能可以提高1.5倍以上,并且制品的纖維含量高、孔隙率低、結(jié)構(gòu)缺陷少、表面均勻光滑、構(gòu)件之間一致性高,因此VARIM工藝成型制品的質(zhì)量穩(wěn)定,具有很好的可重復(fù)性。
(4)環(huán)保性好。相比與開模成型時,苯乙烯、丙酮等揮發(fā)性有機化合物(VOCs)的揮發(fā)量高達35~45 %,了解更多工藝資料登錄復(fù)材應(yīng)用技術(shù)網(wǎng),VARIM工藝作為一種閉模成型技術(shù),在樹脂灌注和固化過程中,易揮發(fā)物和有毒空氣污染物均被局限于真空袋膜中,因此幾乎不對環(huán)境造成污染,是VARIM工藝最突出的一個優(yōu)點。
(5)生產(chǎn)效率高。處于真空負壓下的樹脂能夠沿著樹脂灌注管道迅速導(dǎo)入到密閉模腔內(nèi),并在凝膠前充分快速滲透和浸漬增強材料,可整體成型大型復(fù)雜幾何形狀的夾芯和加筋結(jié)構(gòu)件,與開模工藝相比,VARIM工藝可節(jié)約勞動力50 %以上。
VARIM工藝的主要原材料
1.1.樹脂
適用于VARIM工藝的樹脂包括環(huán)氧樹脂、乙烯基樹脂、不飽和聚酯樹脂、酚醛樹脂等低粘度樹脂。VARIM工藝對樹脂的要求一般有以下幾點:
(a)樹脂體系粘度低。一般要求樹脂體系粘度在100~800 mPa·s,最佳粘度范圍為100~300 mPa·s,從而使樹脂在真空負壓力作用下能夠完全浸漬增強材料。如果樹脂粘度過高,充模流動速度慢,并且對纖維織物的浸漬效果也不理想;如果樹脂粘度過低,樹脂流動速度太快,容易形成干斑等缺陷。
(b)凝膠時間適宜。不同的工藝對凝膠時間有不同的要求,因此凝膠時間應(yīng)可變易控,具有合適的操作周期,是VARIM工藝專用樹脂體系的一項重要指標。一般對于大型制件成型而言,要求樹脂體系的低粘度平臺時間(即工藝操作窗口)不少于30 min,了解更多工藝資料登錄復(fù)材應(yīng)用技術(shù)網(wǎng),以避免樹脂在灌注過程就發(fā)生劇烈的凝膠反應(yīng)和固化交聯(lián)反應(yīng)。
(c)固化放熱峰值適中。高放熱峰會降低模具的使用壽命、可能對制品中的芯材、加強筋等部件產(chǎn)生影響。同時,高的放熱峰可能引起部件的裂紋,影響制品性能。
(d)其它物理化學(xué)性能,包括良好的力學(xué)機械性能,以滿足工程應(yīng)用的高要求,抗熱氧老化性、耐化學(xué)腐蝕性、阻燃性、無毒、成本低等。
1.2.增強材料
增強材料一般包括E玻纖、碳纖維、Kevlar纖維、Spectra纖維以及E玻纖與其它幾種纖維的混雜形式。增強材料的可以是短切纖維或纖維織物,但通常采用織物,如無捻粗紗織物、加捻織物、雙向縫合織物等,其中新型的針織材料和平紋單向纖維是較理想的選擇。
1.3.真空袋膜
耐高溫尼龍膜和聚丙烯膜是最常用的真空袋膜,主要利用它們的延展性、柔韌性和抗穿刺性能;同時要求材料具有較高的耐熱溫度(具體需考慮樹脂性能)和優(yōu)異的阻隔氣密性。
1.4.密封膠粘帶
密封膠粘帶是一種以丁基橡膠為基膠,添加耐溫的補強劑和增粘劑等助劑的真空袋膜密封劑,要求材料具有高彈性、表面粘接性以及耐溫性等性能,保證在制品成型周期內(nèi)具有優(yōu)異的密封性能。
1.5.高滲透介質(zhì)
高滲透介質(zhì)的作用是保證樹脂在真空灌注過程中能夠迅速滲透和流動,大幅度提高充模流動速度,通常可采用尼龍網(wǎng)和機織纖維。
1.6.剝離層介質(zhì)
剝離層介質(zhì)的作用是將制品和高滲透介質(zhì)或真空袋膜分隔開,避免真空輔助介質(zhì)粘附在制品上。一般選用低孔隙率、低滲透率的薄膜材料作為剝離層介質(zhì),如PE、PP多孔膜等。
1.7.輕質(zhì)芯材
一般芯材都在可選范圍內(nèi),如輕質(zhì)木材、PVC、PEI、PMI、SAN、PS泡沫和其它線性微孔封閉型塑料等。對于開孔型芯材(如蜂窩狀),樹脂會充滿其空穴,加重了制品的重量和成本,因此這類芯材不宜選用。
VARIM工藝的常見缺陷及原因分析
2.1.氣泡和白斑
如圖2所示,在VARIM工藝中,樹脂在纖維織物中的滲透流動可以分為宏觀流動和微觀流動,其中樹脂在纖維束空隙之間的流動稱為宏觀流動,而樹脂在纖維束內(nèi)部纖維單絲之間的流動稱為微觀流動。如果宏觀流動與微觀流動的流動速度不同,即兩者的流動前緣存在不一致時,樹脂就會在纖維織物層內(nèi)發(fā)生橫向滲透,從而導(dǎo)致局部“包氣”的現(xiàn)象,其中在制件的表面層表現(xiàn)出氣泡的產(chǎn)生,而在制件的內(nèi)部層表現(xiàn)出白斑的產(chǎn)生。

局部“包氣”現(xiàn)象的產(chǎn)生是因為樹脂的宏觀流動和微觀流動不一致,其中宏觀流動前緣的流速與灌注壓力梯度有關(guān),灌注壓力梯度越大,宏觀流動越快;而微觀流動前緣的流速與纖維單絲之間的毛細管作用力有關(guān),毛細管作用力越大,微觀流動越快。因此,如圖3(a)所示,當灌注壓力梯度小于毛細管作用力時,樹脂微觀流動前緣的流速就會大于宏觀流動前緣的流速,此時纖維束內(nèi)部的樹脂發(fā)生橫向滲透,而將纖維束空隙之間的殘余氣體包裹,形成大氣泡;相反,如圖3(b)所示,當灌注壓力梯度大于毛細管作用力時,樹脂宏觀流動前緣的流速就會大于微觀流動前緣的流速,此時纖維束之間空隙的樹脂就會向纖維束內(nèi)部發(fā)生橫向滲透,了解更多工藝資料登錄復(fù)材應(yīng)用技術(shù)網(wǎng),而在纖維束內(nèi)部形成小氣泡。為了減少及避免局部“包氣”現(xiàn)象的產(chǎn)生,通常需要預(yù)先抽真空并在設(shè)定的真空度維持一定的時間,從而盡可能的排除密閉模腔內(nèi)的空氣,同時適宜將樹脂灌注流道設(shè)計成樹脂沿著纖維織物垂直(90°)方向流動,而不是如圖3和圖4所示的樹脂沿著纖維織物平行(0°)方向流動。
圖2 真空輔助模塑成型(VARIM)工藝中,樹脂的宏觀流動和微觀流動示意圖[6]
局部“包氣”現(xiàn)象的產(chǎn)生是因為樹脂的宏觀流動和微觀流動不一致,其中宏觀流動前緣的流速與灌注壓力梯度有關(guān),灌注壓力梯度越大,宏觀流動越快;而微觀流動前緣的流速與纖維單絲之間的毛細管作用力有關(guān),毛細管作用力越大,微觀流動越快。因此,如圖3(a)所示,當灌注壓力梯度小于毛細管作用力時,樹脂微觀流動前緣的流速就會大于宏觀流動前緣的流速,此時纖維束內(nèi)部的樹脂發(fā)生橫向滲透,而將纖維束空隙之間的殘余氣體包裹,形成大氣泡;相反,如圖3(b)所示,當灌注壓力梯度大于毛細管作用力時,樹脂宏觀流動前緣的流速就會大于微觀流動前緣的流速,此時纖維束之間空隙的樹脂就會向纖維束內(nèi)部發(fā)生橫向滲透,了解更多工藝資料登錄復(fù)材應(yīng)用技術(shù)網(wǎng),而在纖維束內(nèi)部形成小氣泡。為了減少及避免局部“包氣”現(xiàn)象的產(chǎn)生,通常需要預(yù)先抽真空并在設(shè)定的真空度維持一定的時間,從而盡可能的排除密閉模腔內(nèi)的空氣,同時適宜將樹脂灌注流道設(shè)計成樹脂沿著纖維織物垂直(90°)方向流動,而不是如圖3和圖4所示的樹脂沿著纖維織物平行(0°)方向流動。
圖3 真空輔助模塑成型(VARIM)工藝中,氣泡和白斑缺陷形成的示意圖[6]
1.1.干斑和干區(qū)
在VARIM工藝中,樹脂在纖維束之間的流動速度不一致,如果樹脂灌注流道或纖維織物鋪層設(shè)計不合理,就會導(dǎo)致“流道效應(yīng)”或“短路效應(yīng)”的發(fā)生,樹脂在低阻力區(qū)域的流動速度將會顯著大于高阻力區(qū)域的流動速度,高達10~100倍,從而樹脂將主要在低阻力區(qū)域內(nèi)發(fā)生流動和滲透,使得高阻力區(qū)域內(nèi)的纖維織物不能充分浸漬甚至完全未浸漬,制件在宏觀上表現(xiàn)出干斑和干區(qū)的不良現(xiàn)象。纖維織物與樹脂之間的浸潤性匹配不良、纖維織物局部結(jié)構(gòu)松散或過于緊密或扭曲變形、夾心芯材與纖維織物之間的空隙過大等原因都可能會造成制件出現(xiàn)干斑和干區(qū)的不良現(xiàn)象。
1.2.褶皺和翹曲
在鋪層階段,如果纖維織物沒有鋪設(shè)緊密和平整,樹脂在灌注過程中就有可能擠壓甚至沖散纖維束,導(dǎo)致固化后的制件出現(xiàn)褶皺和翹曲的不良現(xiàn)象。此外,樹脂發(fā)生凝膠反應(yīng)和固化交聯(lián)反應(yīng)時,會具有一定的體積收縮率,并且會釋放出大量的反應(yīng)熱,在很大的內(nèi)應(yīng)力或熱應(yīng)力下導(dǎo)致松散的纖維織物發(fā)生扭曲變形,進而引起制件出現(xiàn)翹曲的現(xiàn)象。為了消除褶皺和翹曲不良現(xiàn)象的發(fā)生,要求纖維織物及預(yù)成型件的鋪設(shè)要展放平整,宜選用體積收縮率小、放熱量小的樹脂體系,并且采用合理的固化制度和散熱循環(huán)系統(tǒng)。
1.3.過抽和缺膠
在VARIM工藝中,為了維持樹脂灌注過程仍具有很高的真空度,確保灌注所需的真空壓力梯度以及制品的質(zhì)量,需要持續(xù)地抽真空排出密閉模腔內(nèi)、纖維束間空隙的殘余氣體。如果真空通道設(shè)置不合理,或樹脂灌注管道設(shè)置不合理,抽氣的同時就容易將大量的低粘度樹脂也抽走,從而導(dǎo)致制品出現(xiàn)大面積缺膠,產(chǎn)生過抽的不良現(xiàn)象。
1.4.雜斑和富膠
在鋪層階段,如果在纖維織物層中夾雜團塊狀物體,將會使局部區(qū)域內(nèi)的纖維織物發(fā)生變形,導(dǎo)致樹脂膠液出現(xiàn)局部富集,固化后的制件則出現(xiàn)凹凸不平的雜斑。
與缺膠現(xiàn)象相同,富膠現(xiàn)象的產(chǎn)生也主要是由于真空通道和樹脂灌注管道鋪設(shè)不合理所致,這是因為樹脂在灌注進口處的壓力為大氣壓,而其流動前緣處的壓力幾乎為零,這樣離真空管口越遠(即樹脂灌注進口),樹脂含量越高,相應(yīng)的纖維含量越低;了解更多工藝資料登錄復(fù)材應(yīng)用技術(shù)網(wǎng),而離真空管口越近(即樹脂流動前緣),樹脂含量越低,相應(yīng)的纖維含量越高。因此,真空通道和樹脂灌注管道鋪設(shè)不合理,或者樹脂達到出口處時就立即關(guān)閉樹脂進口和真空系統(tǒng),就會導(dǎo)致樹脂灌注進口區(qū)域出現(xiàn)富膠的現(xiàn)象,大尺寸、大厚度制件也將會出現(xiàn)厚度不均的現(xiàn)象。
為了削弱上述的富膠現(xiàn)象,需要合理設(shè)置真空通道和樹脂灌注管道,并且在樹脂達到出口處后,關(guān)閉樹脂灌注進口,而在不出現(xiàn)過抽的情況下,繼續(xù)維持抽真空一段時間,使樹脂壓力穩(wěn)定地減少,盡量使制件各區(qū)域的樹脂含量均勻一致。此外,較大厚度的芯材和加強筋邊界處也會出現(xiàn)膠液富集的現(xiàn)象,因此需要鋪設(shè)一些三角形或梯形材料作為過渡,避免富膠現(xiàn)象的產(chǎn)生。
VARIM工藝的應(yīng)用
VARIM工藝作為一種新型的復(fù)合材料成型工藝,始于20世紀80年代末,該工藝一開始并沒有受到人們的高度重視,未能實現(xiàn)其潛在的巨大商業(yè)價值。直至1996年,由于在船舶上的成功應(yīng)用,VARIM工藝才在當年的SPI復(fù)合材料年會上得到人們的認可和重視。由于VARIM工藝具有成本低、產(chǎn)品質(zhì)量高、適合制造大型、復(fù)雜整體結(jié)構(gòu)制件等諸多優(yōu)點,因此經(jīng)過十多年的研究和應(yīng)用,VARIM工藝已經(jīng)不再局限于船舶工業(yè)的應(yīng)用,而廣泛應(yīng)用到了很多軍用和民用設(shè)施的建設(shè)上,如軍用艦船、導(dǎo)彈艙、雷達罩、風電葉片、橋梁、汽車外殼、冷藏箱等。
航空大型部件
戰(zhàn)機座艙:美國洛克希德-馬丁公司(Lockheed MartinCorporation)研制的F-35戰(zhàn)機首次采用了VARIM工藝制造座艙,成本比熱壓罐工藝下降了38 %。
大型飛機機翼:在由美國NASA(National Aeronautics and Space Administration)資助的“波音預(yù)成型體”計劃中,V System Composites公司采用VARIM工藝,研究了機翼結(jié)構(gòu)復(fù)合材料及帶加強筋機身整體復(fù)合材料夾層結(jié)構(gòu)的成型,而波音公司則研究了大型飛機機翼蒙皮的整體成型。
大型艦艇及上層建筑
在船舶工業(yè)中,英國VosperThornycroft(VT)公司采用VARIM工藝為英國皇家海軍制造了270多艘復(fù)合材料掃雷艦,并還制造了運輸船、作業(yè)艇、救生艇船體和海洋港口工程結(jié)構(gòu)等。North End公司使用VARIM工藝制造了長達27.5 m的船體,并經(jīng)檢驗船體層合板的空隙率幾乎為零,且力學(xué)性能與熱壓罐低溫固化成型的制件相當,但制造成本卻大幅度地降低。英國Sandown級掃雷艇采用非磁性材料制造,整個艦艇的所用上層建筑和部分內(nèi)部結(jié)構(gòu)制件均為VARIM工藝所成型,可以抵抗很強的沖擊。美國海軍DD21 Zumwalt級隱身驅(qū)逐艦和瑞典海軍YS2000 Visby級隱身反潛輕型巡洋艦都采用了VARIM工藝成型的泡沫夾芯結(jié)構(gòu)作為艦船殼體。佛山市寶達船舶工程有限公司使用VARIM工藝對含有芳綸纖維的混雜增強材料和乙烯基樹脂進行了復(fù)合成型,制造生產(chǎn)了13.6 m的海關(guān)超高速摩托艇。
大型復(fù)合材料風電葉片
近年來,VARIM工藝被廣泛應(yīng)用于大型復(fù)合材料風電葉片的整體成型。相比于手糊成型工藝,VARIM工藝生產(chǎn)風電葉片的生產(chǎn)效率大幅度的提高,操作環(huán)境顯著改善,樹脂使用量可減少30 %,并且產(chǎn)品質(zhì)量穩(wěn)定,重復(fù)性好。丹麥艾爾姆(LM)玻璃纖維制品有限公司采用VARIM工藝開發(fā)了長達60 m的風電葉片。
采用VARIM工藝制造葉片,主要可分為以下幾步工序:
(1)模具準備:對模具進行清理,并涂覆脫模劑。
(2)鋪覆增強材料:根據(jù)設(shè)計要求,鋪覆纖維織物。該工序除了織物的型號、位置以及搭接的尺寸必須滿足設(shè)計要求外,還要保證鋪覆的平整以及清潔。
[1] A. Goren, C. Atas.Manufacturing of polymer matrix composites using vacuum assisted resin infusionmolding [J]. Archives of Materials Science and Engineering, 2008, 34(2): 117-120.
[2] 祝穎丹, 李新華, 王繼輝, 高國強. 高滲透介質(zhì)型真空注射成型工藝的研究[J]. 復(fù)合材料學(xué)報, 2003, 20(4): 136-140.
[3] 李柏松, 王繼輝, 鄧京蘭. 真空輔助RTM成型技術(shù)的研究[J]. 玻璃鋼/復(fù)合材料, 2001, (1): 17-23.
[4] 趙晨輝, 張廣成, 張悅周. 真空輔助樹脂注射成型(VARI)研究進展[J]. 玻璃鋼/復(fù)合材料, 2009, (1): 80-84.
[5] Xiudong Sun, Shoujie Li, L. James Lee. Molding fillinganalysis in vacuum assisted resin transfer molding [J]. Polymer Composites, 1998,19(6): 807-817.










 魯ICP備2021047099號
魯ICP備2021047099號