






1 縮痕和縮孔的形成機(jī)理
縮痕產(chǎn)生在制件的表面,指在制件表面形成的局部凹陷;縮孔產(chǎn)生在制件的內(nèi)部,除了透明的制件外,一般難以從制件表面看到縮孔。縮痕和縮孔都是由于制件厚壁部分在冷卻時(shí)沒有得到足夠的補(bǔ)償而產(chǎn)生的,經(jīng)常產(chǎn)生在局部壁厚較大的區(qū)域、筋或突起物的背面。
縮痕和縮孔的形成與塑料熔體充模時(shí)的流動(dòng)狀態(tài)有關(guān)。在正常情況下塑料熔體以“噴泉流”的方式填充模具型腔,如圖1所示,Schmidt對(duì)噴泉流進(jìn)行了詳細(xì)的描述。在這種充填模式下,表層的熔體因接觸較冷的模壁形成固化層,而芯層處于熔融狀態(tài)。充模結(jié)束后,表層已經(jīng)冷卻固化,而芯層才開始冷卻,如果此時(shí)沒有得到足夠的保壓補(bǔ)償,芯層的冷卻收縮會(huì)拉扯表層,導(dǎo)致表層下凹形成縮痕;如果表層硬度足夠抵抗收縮應(yīng)力,則在制件中間形成縮孔,即真空泡(如圖2所示)。

圖1 注塑過程的噴泉流
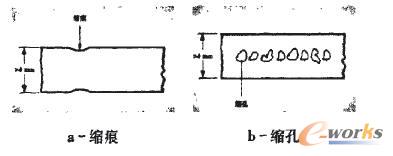
圖2 壁厚過大導(dǎo)致縮痕或縮孔
研究表明,縮痕和縮孔的形成與產(chǎn)品設(shè)計(jì)、模具設(shè)計(jì)、成型工藝和材料等方面都有很大關(guān)系。本文將分別從這些方面討論,提出避免或減少縮痕和縮孔的解決措施。
2 產(chǎn)品設(shè)計(jì)上的解決措施
2.1 壁厚設(shè)計(jì)
如果制件的厚度過大,那么冷卻時(shí)的收縮也越大,如果得不到足夠的保壓補(bǔ)縮,就很有可能產(chǎn)生縮痕或縮孔(如圖2所示)。一般建議制件的最大壁厚不超過4mm。
2.2 保證壁厚均勻
制件局部壁厚過大時(shí),容易產(chǎn)生縮痕或縮孔,可以通過合理的產(chǎn)品設(shè)計(jì)獲得均勻的壁厚,既不影響制件的使用,也避免產(chǎn)生縮痕或縮孔(如圖3所示)。

圖3 通過合理的產(chǎn)品設(shè)計(jì)獲得均勻壁厚
2.3 加強(qiáng)筋設(shè)計(jì)
為了增加制件的強(qiáng)度,在制件設(shè)計(jì)中常采用加強(qiáng)筋。一般情況下,建議加強(qiáng)筋根部的厚度不超過壁厚的50%,否則容易在背面形成縮痕。圖4是典型的加強(qiáng)筋尺寸設(shè)計(jì)此外,當(dāng)多條加強(qiáng)筋連接在一起時(shí),需要注意防止物料局部集中,避免產(chǎn)生縮痕或縮孔(如圖5所示)。
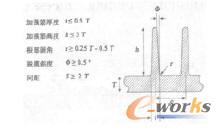
圖4 典型的加強(qiáng)筋尺寸設(shè)計(jì)

圖5 加強(qiáng)筋集中導(dǎo)致縮痕或縮孔
加強(qiáng)筋尺寸設(shè)計(jì)不合理時(shí),容易在背面形成縮痕。可以在縮痕位置設(shè)計(jì)一些特征,巧妙地將縮痕隱藏,如圖6所示。
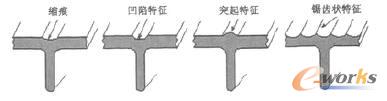
圖6 通過增加特征隱藏縮痕
2.4 螺絲柱設(shè)計(jì)
螺絲柱的設(shè)計(jì)也應(yīng)遵循同樣的原則,建議螺絲柱的壁厚小于制件壁厚的50%,防止在制件表面形成縮痕。當(dāng)壁厚過大導(dǎo)致螺絲柱背面出現(xiàn)縮痕時(shí),可以在螺絲柱根部做火山口,如圖7a所示。所謂的火山口就是將螺絲柱的外圓柱面的孔緣和銷同步向上延伸,火山口之所以能防止縮痕,是因?yàn)樗苁沟寐萁z柱根部的等效壁厚(內(nèi)切圓直徑2R)變小(r
螺絲柱不能太靠近外壁,否則會(huì)造成制件的壁厚不均,從而導(dǎo)致縮痕。當(dāng)靠近外壁時(shí),可采用加強(qiáng)筋與外壁相連(如圖8所示)。
圖7 螺絲柱根部設(shè)汁火山幾防止縮痕
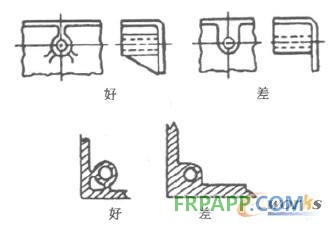
圖8 采用加強(qiáng)筋使螺絲柱與外壁相連
2.5 卡扣設(shè)計(jì)
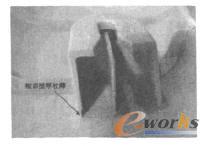
圖9 卡扣根部減薄防止縮痕
在很多制件上設(shè)計(jì)有卡扣,如果卡扣的壁厚過大,則背面容易產(chǎn)生縮痕,但卡扣的壁厚較薄時(shí),其強(qiáng)度會(huì)下降,而且較薄的壁厚導(dǎo)致填充阻力大,容易引起滯流缺膠。常用的解決辦法是將卡扣根部的局部壁厚減薄(如圖9所示),這樣既解決了縮痕問題,又避免了滯流的產(chǎn)生。
2.6 圓角設(shè)計(jì)
為了防止應(yīng)力集中,常在制件的直角處倒圓角。倒圓角時(shí),如果內(nèi)外圓角的尺寸不協(xié)調(diào),容易在圓角過渡處形成壁厚不均,導(dǎo)致縮痕或縮孔(如圖10a和10b),外圓角的半徑(R2)應(yīng)等于內(nèi)圓角半徑(R1)加上制件壁厚t(如圖10c所示)。
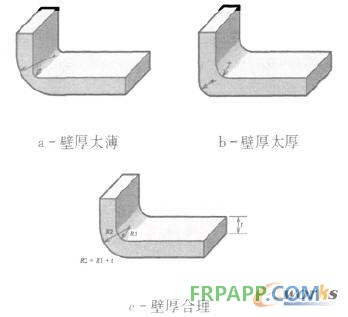
圖10 內(nèi)外圓角的尺寸關(guān)系








 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)