






以一個典型構件縮比件為例,介紹了軟模及真空輔助RTM工藝用模具的設計和制備過程。實踐證明,這種工藝可應用于復雜結構復合材料構件成型技術領域。
RTM( Resin Transfer Molding)工藝具有工作環境好、能耗低、效率高、投資低、工藝適用性強等優點,發展非常迅速,已廣泛用于建筑、交通、電訊、衛生、航空航天等領域,被日本強化塑料協會推薦為兩大最有發展前途的工藝之一,是一種綜合優勢較明顯的復合材料低成本制造技術[2-3]。傳統的RTM的工藝技術存在一些不足,如模具密封困難制品纖維含量低,大面積結構復雜的模腔內樹脂流動不均衡,氣泡缺陷不易排除等。尤其對一些結構復雜的構件,以上不足之處會表現得更為明顯,因此須進行工藝、模具的設計和優化才能制備出符合要求的制品。
2工藝的選擇
某典型構件縮比件(圖1)部分模擬了該構件的復雜結構特點。外形為逐漸收縮的圓筒形,兩端有較寬的內翻邊法蘭,筒壁上有開口,開口處外表面有下陷,內表面有凸起增強,筒內壁有縱、環向的加強筋。
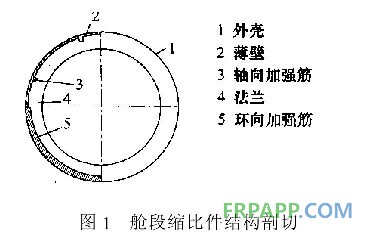
熱壓釜工藝可制備以此類復雜結構的構件,但不能整體成型,而RTM工藝可以整體成型其構件,但若采用普通的RTM剛性模具會有很大的困難。
首先,剛性芯模在RTM工藝中的裝模和脫模問題難以解決。由于內壁結構復雜,與之相配的芯模須分塊。結構越復雜,分塊越多。這樣在一個空間相對封閉的內壁中裝模和脫模,其操作性很差。同時由于分塊多,在裝模時其整體尺寸的精度難以保證。在脫模時每一分塊必須在徑向上脫離,分塊之間可能會產生干涉。其次,RTM還存在密封問題。
RTM工藝要求模具裝配完畢后具有好的密封性。由于芯模分塊多,每一分塊的不同截面都要考慮密封,模具的密封問題也難以保證。最后,由于典型構件的內部具有復雜的結構,若用機加工的方法加工金屬模具的復雜結構,不論是整體加工后分割成塊,還是先分割成塊后加工,難度都非常大,且體積龐大將使模具沉重。這樣不但成本高,而且RTM工藝的
其它工裝也難以滿足要求。氣囊成型模基本解決了以上的問題,但筒壁開口、下陷等定位問題難以解決,陰陽模不能裝配到位。

解決此類構件的整體成型問題可采用軟模及真空輔助RTM成型工藝,即使用一套以金屬芯模和硅橡膠軟模組成的組合陽模,配合玻璃鋼陰模(圖2)成型制備此復雜結構件。
3模具設計
總體設計思想是利用硅橡膠模具的熱膨脹擠膠性能提高產品中纖維含量和產品力學性能,并利用硅橡膠模具的柔軟性,整體從產品內表面褪出,解決了剛性芯模的裝模、脫模問題和密封問題。但隨之而來的是軟模上如何進行鋪層和工作模的定位。解決的辦法是在硅橡膠軟模內加裝剛性的金屬芯模,起支撐軟模和便于鋪層的作用。同時,工作模塊可以透過硅橡膠軟模,用螺釘固定到金屬芯模上。此芯模還可用作硅橡膠軟模澆鑄成型時的陽模。
對于金屬芯模,則須考慮其裝模和脫模的問題。金屬芯模的脫模采用從產品大端抽芯的辦法。芯模的最大外徑須小于產品大端法蘭內徑,還要考慮脫模錐度。為了方便機械加工,芯模兩端設計有相連的端軸,并采用厚壁空心簡體以減輕芯模的重量。
硅橡膠軟模一般采用室溫加成硫化型模具硅橡膠澆鑄成型,市場上此類硅橡膠單價不菲,故控制其厚度超過產品內表面最大凸起尺寸5-lOmm即可。同時,產品兩端的法蘭內徑環面成型,可不依靠硅橡膠軟模,而是采用金屬圓板模具:端板和壓板,并通過螺釘連接到金屬芯模上。由此,金屬芯模、硅橡膠軟模、金屬端板和壓板,以及外表面開口下陷處的成型模塊,就組成了組合陽模(圖3),可以在此陽模上進行鋪層。

產品的外表面,形狀簡單,可采用鋼板桁架加強的圓筒狀玻璃鋼陰模來保證成型。
RTM工藝,還需要注膠口、出膠口出膠的流道。在以上模具中,芯模小端軸中心鉆的軸向孔,以及通向壓板外平面的徑向孔,組成注膠口;陰模大端中心附近開一出膠口,同時用作真空輔助的抽氣口;壓板(圖4)外平面上銑出的徑向射線狀溝槽,溝槽末端空透壓板的小孔,和產品纖維增強鋪層相連,組成了膠的流道。

4模具制備
整套模具的加工從金屬芯模的坯體澆鑄開始,由此坯體加工出產品外表面,包括外表面開口、下陷部分。然后,用復合材料補平、打磨光滑、表面處理后,翻制玻璃鋼陰模。脫模后得到玻璃鋼陰模和工作模塊。再進行金屬坯體的二次加工,加工出產品內表面結構,同樣用復合材料補平,打磨光滑,表面處理后翻制玻璃鋼輔助陰模。脫模后得到玻璃鋼輔助陰模和所有輔助模塊。最后進行金屬體坯體的三次加工,即加工掉硅橡膠軟模的厚度,留下金屬芯模。然后,將輔助模塊組裝到玻璃鋼輔助陰模上,與金屬芯模配合組成硅橡膠軟模澆鑄的模腔,澆鑄成型硅橡膠軟模。
在模具加工過程中應特別注意各模塊與陰、陽模的對應定位關系。輔助模塊與輔助陽模的定位(圖5)可在復合材料輔助模塊成型后埋入適當長度的定位錐,再糊制玻璃鋼輔助陰模。脫模時先拔掉定位錐再脫模,澆鑄硅橡膠軟模前可用同樣大小的螺釘將鋪助模塊組裝到輔助陰模殼體上。
工作模塊和芯模的定位稍有差別。在加工出坯體上的凹槽后,在凹槽底部鉆定位孔,深度達設計的芯模殼體。然后,在定位孔中植入定位錐,先糊制復合材料模塊,再糊制玻璃鋼工作陰模。產品制備過程中,鋪層完成后用相應大小的螺釘將工作模塊固定到芯模上對應晌定位孔中(圖6)。
5 結束語
軟模真空輔助RTM工藝的主要特點是采用金屬芯模套合硅橡膠軟模形式的組合陽模,既解決了芯模的密封、脫模等問題,又可利用硅橡膠軟模在加熱情況下膨脹,擠膠,從而提高制品的纖維含量和制品強度。同時,外表面下陷等部位的成型可將其相應的工作模塊用螺釘過硅膠模具固定在金屬芯模上,從而實現復雜結構艙段縮比件的整體成型制備。該工藝制備的復合材料艙段縮比件的整體效果良好,證明該工藝可推廣應用于復合材料復雜構件整體成型。
資料下載:








 魯ICP備2021047099號
魯ICP備2021047099號