






1 概述
從產品的經濟性和用途的廣泛性來看,樹脂傳遞模塑( RT M)是生產高性能復合材料很有發展潛力的成型工藝。推動RTM迅速發展的一個主要因素是近年來汽車工業的發展。汽車工業看準了RTM工藝過程的低能耗和低合模壓力。RTM成型工藝在航空及相關行業中得到應用,取代了以往的手糊預浸料和高壓釜成型。以節約成本、改善產品的一致性、縮短生產周期。同時對苯乙烯和其他化學試劑釋放量的限制使手糊和噴射成型工藝逐漸向閉模成型工藝轉變。作為新興工藝。RTM工藝中還存在著許多尚未解決的問題。有關成型工藝參數和材料選擇方面的技術資料比較少,一般是根據經驗或根據相似的工藝,如傳統的反應注射模塑成型工藝作出選擇。
在復合材料成型工藝中。樹脂的流動和固化對最終產品的微觀結構有很重要的影響,從而影響到復合材料構件的性能。眾多的傳統工藝中,如注射模塑。手糊預成型和片狀模塑料( SM C)的模壓成型工藝。樹脂和纖維都預混很長一段時間,這就使得樹脂和纖維能夠得到密切接觸,形成良好的結合界面。因此。了解成型工藝中樹脂的流動對于確定纖維類型和鋪層方向是很有必要的。在RTM工藝中所用的增強材料都是未浸潤的。此類工藝的關鍵就是對這些網狀結構的完全浸潤。在這些材料中同時發生兩種流列,一種是充模過程。即樹脂充滿整個模腔的過程f宏觀流動);另外一種就是浸潤流動,即樹脂向纖維束內滲透的過程f微觀流動1。宏觀流動發生在纖維束周圍,而微觀流動發生在纖維絲周圍。樹脂注入模腔的過程中,樹脂必須迅速地充滿模腔并在化學反應發生之前浸透所有的單根纖維絲。增強材料與樹脂接觸的時間短。容易形成不良的樹脂一纖維結合界面。如果纖維未得到完全浸潤,復合材料構件的強度不高。浸潤不完全容易引起界面處產生氣泡。這些氣泡導致應力集中,使復合材料性能下降。浸潤流動主要是與樹脂和纖維表面張力的差異有關。如果樹脂的表面張力低于增強材料的表面張力,則浸潤得以進行。
在RTM工藝中,除了樹脂固化,樹脂和纖維的物理/化學結合也是很重要的。工藝過程中,樹脂和纖維在樹脂基體固化之前迅速而準確的結合。樹脂固化f例如凝膠或玻璃化)只需幾分鐘,所以樹脂一纖維界面要在較短的浸潤時間內形成。由于RTM工藝中浸潤時間短,界面結合主要取決于化學反應而不是物理反應。纖維浸潤劑以薄的固體薄膜的形式附著在纖維表面上,可以改善界面處的化學和物理行為。因此必須與樹脂相容以利于樹脂的滲透以及化學反應的發生。纖維增強聚合物復合材料最終的機械性能在很大程度上取決于樹脂對纖維的浸潤程度以及粘著效果。因此,理解和控制RTM充模流動f充模和纖維浸潤)以及固化過程中發生的反應(樹脂基體的固化和樹脂/浸潤劑的反應)是很重要的。
本文的工作是研究RTM工藝中樹脂一纖維的浸潤與結合情況,并進行了兩類實驗:①成型實驗,分析工藝條件對樹脂一纖維界面上的浸潤以及結合的影響;②流動觀察實驗,研究流動速率和溫度對充模和浸潤過程相互作用的影響。
2實驗
2.1原材料
實驗中選用E玻璃纖維連續氈和編織的單向玻璃纖維氈一為增強材料。并經過一定的表面處理。實驗中所應用的兩種基體樹脂是聚氨酯(PU)和聚氨酯與不飽和聚酯樹脂f PU-U PE)的混合物。
2.2流動觀察實驗
實驗中所使用的透明模具是由PMMA制成的,模腔的尺寸為400×244×3mm,使用簡易注射裝置將樹脂注入模具中。顯微鏡在放大20倍下觀察流動前沿。實驗分別在兩種不同流動速率下和兩種不同樹脂溫度下進行。為了研究樹脂注射過程中浸潤和充模之間的相互作用,消除粘接的影響是很有必要的(這就是保證沒有化學反應發生)。本文使用一種非反應性的樹脂- DOP油來做流動觀察實驗。
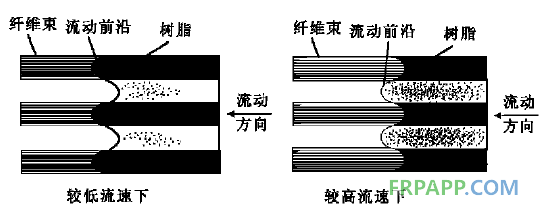
流動觀察實驗中無法控制模具的溫度。為了研究溫度的影響,實驗在兩個不同的溫度下進行f 60℃和5℃下的膠液,模具處于環境溫度下)。控制樹脂的流速在較低的范圍內,結果見圖2。從圖中可以看出,在兩種情況下纖維束內的流動前沿都要超前于纖維束間的流動前沿。這是流速比較低的原因。然而,兩種情形下超前和滯后的程度卻大不相同。在較高溫度下微觀流動和宏觀流動的速率差比較低溫度下要大。這是因為在較高溫度下樹脂的粘度小,所以樹脂流動要比低溫下順暢得多。微觀流動速度的提高改善了樹脂對纖維的浸潤。也就是說,較高溫度有利于浸潤。

2.3成型實驗
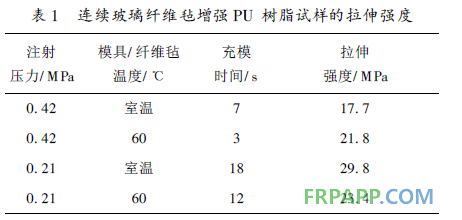
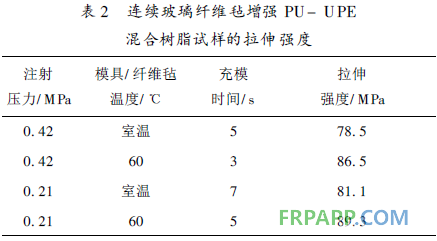
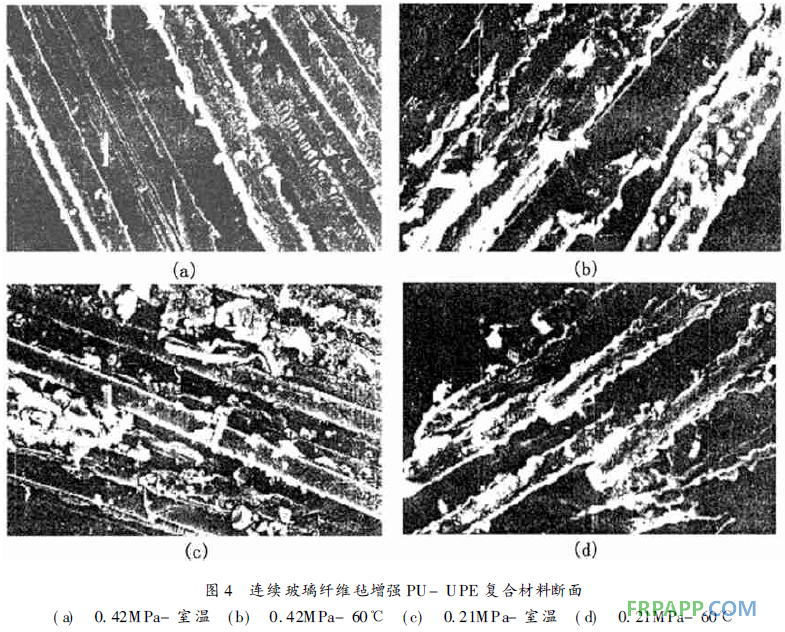
連續玻璃纖維氈增強PU基和PU- UPE基復合材料的成型實驗結果如表1、2所示。
表1的結果表明當構件在較高注射壓力(0. 42M Pa)和較低模具/纖維氈溫度f室溫)下成型時,拉伸強度最小;而在較低注射壓力(0. 2IMPa)和較高模具/纖維氈溫度( 60℃)下成型時,拉伸強度最大;在同樣的注射壓力下,纖維溫度高,拉伸強度就大。因為溫度并不影響固化后樹脂的拉伸強度。因此樹脂本身對于所觀察到的現象并沒有什么影響。這就說明了拉伸強度的差異可能起因于樹脂一纖維界面的粘接情況。
3 結論
本文說明了在RTM成型工藝中恰當地選擇成型工藝參數的重要性。較低的注射壓力有利于單纖維絲的浸潤,而較高的成型溫度可以得到較好的浸潤和粘接效果。樹脂對纖維的浸潤程度以及樹脂與纖維界面粘接的好壞直接影響到復合材料構件的拉伸強度。本文研究結果也表明了對于玻璃纖維增強聚酯系統。應使用合適類型的纖維表面處理劑對纖維進行處理以改善樹脂/纖維界面的粘接。








 魯ICP備2021047099號
魯ICP備2021047099號