





自動纖維鋪放技術是飛機復合材料構件自動化成型的關鍵制造技術之一,其又可細分為自動纖維絲鋪放技術和自動纖維帶鋪放技術。前者適用于平面型或低曲率的曲面型,或者說準平面型復合材料構件的鋪層制造;后者綜合了自動纖維纏繞與自動纖維帶鋪放兩者的優(yōu)點,可實現(xiàn)復雜曲面型復合材料構件的鋪層制造。
自動纖維鋪放技術加工原料通常為碳纖維單向增強樹脂基預浸絲或預浸帶。用于預浸絲或預浸帶的樹脂根據(jù)其熱行為不同,又分為熱固性樹脂和熱塑性樹脂。在自動纖維鋪放過程中,以碳纖維增強熱固性樹脂基預浸絲或預浸帶為加工對象,結合“熱壓罐”技術來生產(chǎn)飛機復合材料構件以廣泛應用于飛機制造領域。而以碳纖維增強熱塑性樹脂基預浸絲或預浸帶為加工對象,結合“原位固化”技術來生產(chǎn)飛機復合材料構件是飛機制造業(yè)一個新的發(fā)展趨勢,據(jù)文獻報道,已應用到空客A380和A350中[2]。除了熱塑性樹脂具有良好的焊接性、抗沖擊韌性、可循環(huán)性、抗化學腐蝕性以及近乎無限的保質期等優(yōu)點外,“原位固化”技術與“熱壓罐”技術相比,還具有不受加工場地、零件大小和形狀的限制等優(yōu)點。
但目前據(jù)文獻報道,“原位固化”成型技術加工的鋪層層間強度為高壓固化成型加工的鋪層強度的89%~97%[3]。如何消除近10% 的差距,將是熱塑性復合材料纖維鋪放技術成功應用到實際生產(chǎn)當中的最大障礙。因此,有必要對熱塑性復合材料纖維鋪放技術中涉及的關鍵技術進行深入研究。
加熱工藝研究
在自動纖維鋪放過程中,為提高鋪放效率,通常設置預加熱及主加熱2個加熱環(huán)節(jié)。在這2個環(huán)節(jié)中,都會涉及到選擇熱源、建立加熱模型及確定加熱溫度三方面的問題。圖1所示為纖維鋪放工藝簡圖。
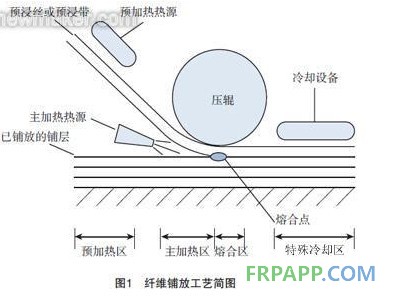
目前,應用在自動纖維鋪放中的熱源主要有激光熱源、紅外線熱源和高溫氣體熱源3種。選擇熱源時,針對不同的加工原料及結合具體的應用場合,需對所選熱源的加熱溫度(或加熱功率),可連續(xù)加熱時間,加熱溫度是否可控及熱源自身的價格、質量、體積、熱利用率等方面進行綜合考慮。首先,設置預加熱區(qū),可顯著縮短主加熱所需時間,提高纖維鋪放速率,同時,可避免鋪層嚙合點處溫度梯度變化過大而引起過多的殘余應力。預加熱時,為保持基體材料原有的物理化學性質及最大限度提高鋪放速率,預加熱溫度通常應略低于基體材料玻璃轉化溫度,因此,預加熱熱源的加熱溫度選擇應略高于基體材料玻璃轉化溫度[4-5]。在主加熱區(qū),基體材料的安全加熱溫度通常應低于基體材料的退化溫度,為使基體材料充分熔融,主加熱區(qū)的溫度又應高于基體材料的玻璃轉化溫度,同時,考慮鋪放效率,選擇主加熱區(qū)熱源的加熱溫度略高于基體材料退化溫度是較為合理的。其次,熱源使用場所空間的大小及安裝的難易程度,在熱源選擇過程中也需要充分的考慮。
目前,無論是工業(yè)上使用的預浸絲或預浸帶,其厚度都小于長度或寬度的1/10,因此,國外研究人員在進行纖維鋪放加熱模型建立時,通常根據(jù)熱力學第一定律,考慮熱量傳遞方向,建立一維或二維的熱傳遞模型[6-11]。同時,根據(jù)熱源的不同,鋪放設備及周圍的實際環(huán)境,確定相應的熱傳遞方式,建立熱傳遞模型的邊界條件。鑒于熱傳遞模型及其邊界條件的復雜性,多數(shù)情況采用有限元的方式對模型進行數(shù)值求解,來研究不同時刻、溫度在纖維束中不同位置的分布情況以及時間、溫度、位置三者之間的關系,然后與試驗數(shù)據(jù)進行對比,分析所建模型的合理性,同時對所建模型進行合理修正。
自動纖維鋪放過程中,在加熱溫度、加熱熱源、加熱模型三者確立之后,可以通過計算加熱時間確定的鋪放速率理論值范圍,指導實際鋪放過程鋪放參數(shù)的設定。
冷卻工藝研究
用于自動纖維鋪放的碳纖維單向增強樹脂基預浸絲或預浸帶,其基體材料通常為半結晶聚合物。在這類聚合物兼有無定形聚合物和結晶聚合物的優(yōu)點,其使用溫度、抗蠕變性、硬度和強度主要受結晶度的影響,隨結晶度的增大而增大,但結晶度過高,又會使聚合物變脆[12-13]。因此,在實際應用中,需嚴格控制半結晶聚合物成品的結晶度來保證產(chǎn)品質量。在纖維鋪放過程,通常會設置特定的冷卻區(qū)對熔合后的鋪層進行冷卻以完成其最終的結晶固化,而不是讓其在室溫條件下自然冷卻。
對于半結晶聚合物,結晶速率是材料結晶程度和結晶狀態(tài)的顯著影響因素,而冷卻速率及冷卻時間決定了結晶速率。因此,在纖維鋪放過程中,只要嚴格控制這個參數(shù),就可保證最終的產(chǎn)品品質。而合理的冷卻速率主要是通過大量試驗數(shù)據(jù)得到的。首先,基體材料性能最優(yōu)時所對應的結晶度值的范圍可從材料制造廠商處得到;其次,設定具體的冷卻條件(等溫冷卻或以一定的冷卻速率冷卻),通過試驗確定在此條件下的基體材料的結晶速率,結晶速率的測定方法通常有膨脹計法、光學解偏振法、DSC 法、熱臺偏光顯微鏡法、小角激光光散射法等[14] ;最后,通過仿真軟件,可計算出在此冷卻速率下達到要求結晶度所需的時間,即在纖維鋪放過程中,鋪層需在特殊冷卻區(qū)所停留的時間。
建立基體材料冷卻模型涉及傳熱學與結晶動力學2 個學科的知識。冷卻模型的建立是將結晶動力學模型與能量模型相耦合,通過設定溫度、材料的密度、黏度、熱傳導率、熱熔等物理參數(shù),同時設定符合實際情況的邊界條件,利用現(xiàn)有的多物理場仿真軟件(如COMSOL)得到達到某一結晶度的條件下冷卻速率與冷卻時間之間的關系。冷卻模型建立的關鍵是結晶動力學模型的選擇,國外學者已經(jīng)對基于Avrami 方程的模型,基于Tobin 方程的模型及Ozawa模型進行了較為深入的研究[15-16]。
在計算得到冷卻時間后,可以確定在這一區(qū)域合理鋪放速率理論值的范圍,但纖維鋪放過程中,鋪放速率只能是一個值,當由加熱時間所計算的鋪放速率與由冷卻時間所計算的鋪放速率不能協(xié)調一致時,可以通過調整加熱區(qū)間的長度或特定冷卻區(qū)間的長度來達到二者速率的一致。
纖鋪層間強度研究
利用自動纖維鋪放技術加工的復合材料構件,其基體材料的性能指標由加熱工藝參數(shù)和冷卻工藝參數(shù)共同決定;其整體性能指標還與鋪層間強度有關,即與任意相鄰兩鋪層熔合后所能達到的鋪層間強度有關。鋪層間強度受到兩鋪層間緊密接觸程度、兩鋪層熔合時分子滲透距離及纖維鋪放壓力三方面因素的共同影響。
鋪層間緊密接觸度被定義為:在任意給定時間,兩鋪層接觸面積占鋪層面積總面積的百分比,與溫度、壓力、接觸時間有關[17]。由于表面粗糙度的原因,預浸絲或預浸帶表面與鋪層表面(或芯模表面)的微觀幾何形貌為不規(guī)則體,在未加熱和未施加壓力的條件下,預浸絲或預浸帶表面與鋪層表面(或芯模表面)不可能完全接觸。為理論計算方便,國外研究人員首先將不規(guī)則的微觀幾何體簡化成大小不同的矩形(指截面),然后再將上述矩形簡化成大小相同的矩形[18-20]。纖維鋪放過程中,在加熱到一定溫度時,當壓輥對預浸絲或預浸帶施加一定的鋪放壓力后,預浸絲或預浸帶與鋪層表面(或芯模表面)的突起的矩形將發(fā)生變形,矩形高度將減小,寬度將增大,然后根據(jù)這一模型,建立計算鋪放壓力與鋪層間緊密接觸度之間的函數(shù)關系。將現(xiàn)行的粗糙度評價指標融入上述計算模型中,可顯著提高實際應用的方便程度。圖2為鋪層表面微觀幾何形貌及簡化模型示意圖。









 魯ICP備2021047099號
魯ICP備2021047099號